Plates, Strips, Slabs & Ingots
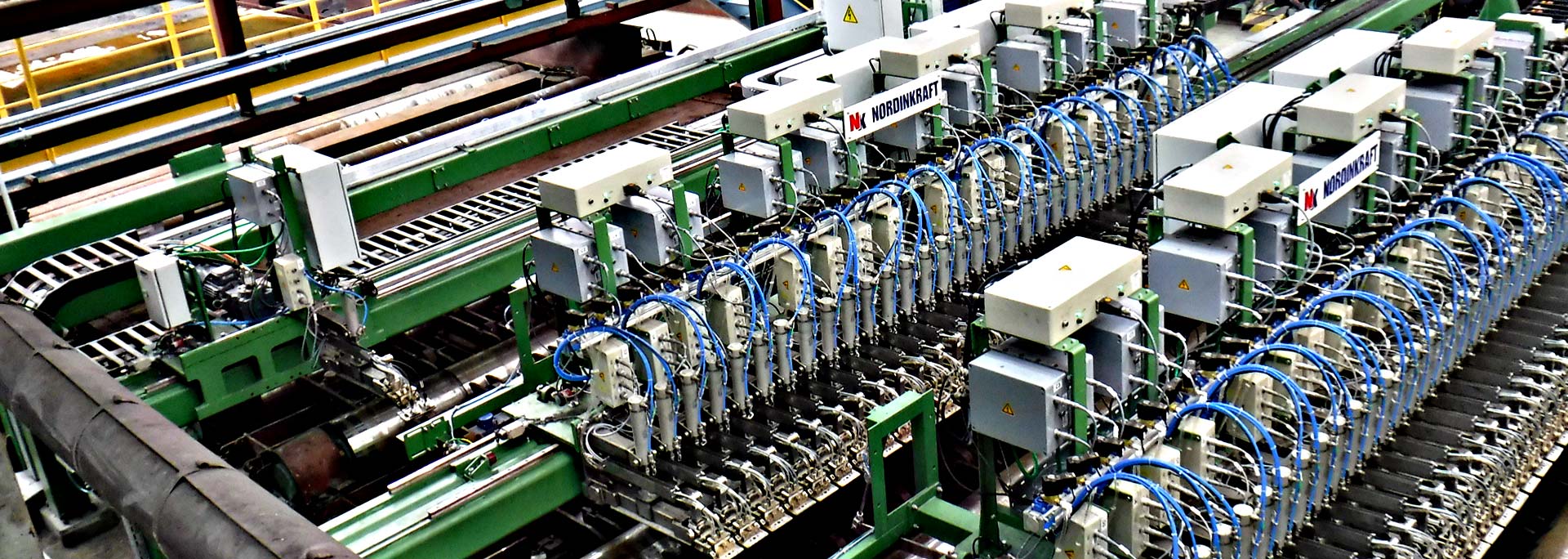
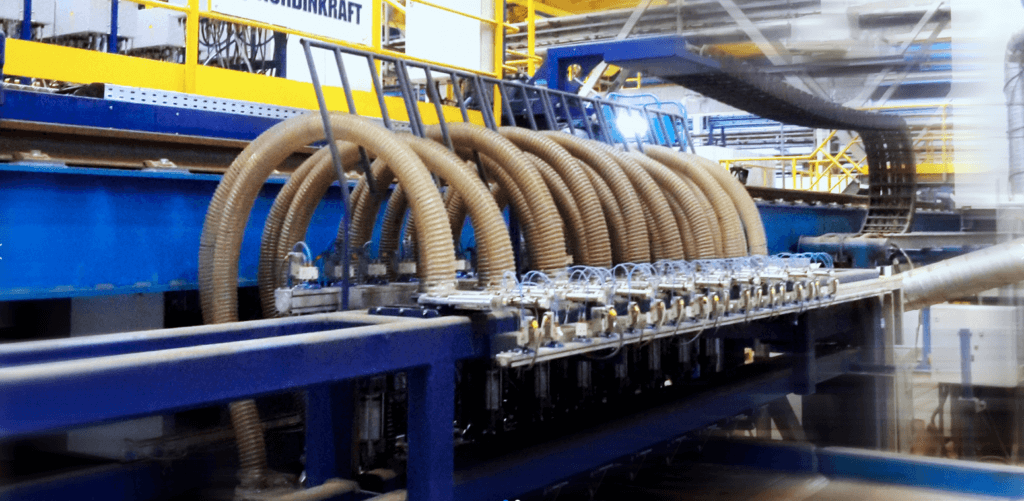
EMATEST-PL
Systems for Automatic Ultrasonic In-line Examination of Plates
The EMATEST-PL is an innovative, fully automated and in-line, nondestructive testing system.
EMATEST-PL performs material condition assessments in metallic plates, coils, welds, skelp, etc., using Ultrasonic, EMAT and/or Eddy current methods. 100% of production is inspected, providing valuable information for grading, quality inspection requirements, and process control data nearer to the process to reduce scrap rate caused by process related errors.
EMATEST-PL utilizes our advanced, intuitive, and operator friendly software for generating test results, displayed in the form of a defect map, in real time mode, and simultaneously saves the results on a local or external drive for further evaluation and analysis.
Salient Features
- Detection of internal imperfections in rolled plates, ingots, and slabs such as: laminations, non-metallic inclusions, porosity, shell, sponge, etc.
- Detection of surface and sub-surface defects
- Detection of zones of mechanical properties uniformity (Hard Sports)
- Precise wall thickness measurement
- Plate Geometry Monitoring
Typical Specification of Plates to be Tested
- Width: 100 mm – 6000 mm
- Length: from 3000 mm
- Thickness Range: 3 mm – 350 mm
- Material: carbon steel
- Surface Temperature: up to 600ºC
NORDISCAN-PL
Systems for Automatic Ultrasonic off-line Examination of Plates
The NORDISCAN-PL series Scanners are intended for fully automated off-line ultrasonic examination of body and edges of plates, coils, slabs, and ingots. NORDISCAN-PL systems are designed to perform fully automatic high performance inspections of flats outside of the production line on a charging table. The system utilizes our advanced software and displays the defect map in real-time mode, and simultaneously saves the results on a local or external drive for further evaluation, re-evaluation and analysis.
Salient Features
- Detection of internal imperfections in rolled plates, ingots, and slabs such as: laminations, non-metallic inclusions, porosity, shell, sponge, etc.
- Detection of surface and sub-surface defects
- Detection of zones of mechanical properties uniformity (Hard Sports)
- Precise wall thickness measurement
- Plate Geometry Monitoring
Typical Specification of Plates to be Tested
- Width: 1000 mm – 6000 mm
- Length: From 1000 mm
- Thickness Range: 3 mm – 350 mm
- Material: Carbon steel, stainless steel, aluminum, titanium, copper and alloys
- Surface Temperature: up to 250ºC
ALUTEST-PL
Systems for Automatic Ultrasonic Examination of Non-Ferrous Plates and Ingots
ALUTEST-PL series systems are intended for fully automatic ultrasonic and eddy current examination of plates and slabs made of non-ferrous metals such as: aluminum, titanium, copper, etc. The general configuration of ALUTEST-PL systems is similar in concept to the configuration of NORDISCAN-PL scanners. However, unlike the NORDISCAN-PL, the ultrasonic and eddy current probes of ALUTEST-PL are designed to meet the most stringent standards of the aerospace industry
Salient Features
- Detects internal imperfections like laminations, non-metallic inclusions, porosity, shell, sponge, etc. (equal to FBH 0.8)
- Detection of surface & sub-surface defects. (equal to notches 0.2 mm x 10 mm (D x W)
- Precise wall thickness measurement accuracy: ± 0.05 mm.
- Plate Geometry Monitoring.
Typical Specification of Plates to be Tested
- Width: 1000 mm – 6000 mm
- Length: From 1000 mm
- Thickness Range: 3 mm – 800 mm
- Material: Carbon steel, stainless steel, aluminum, titanium, copper, and alloys
GEOMETRIX-PL
Systems for Automatic Ultrasonic Examination of Non-Ferrous Plates and Ingots
Equipment for Non-contact, Automated, Geometric Measurement of the Length, Flatness, Width, and Camber “GEOMETRIX-PL”, is designed to work in the technological flow of production of plates, sheets or slabs of steel, aluminum, brass, copper, etc.
The inspection of the material is carried out in a noncontact manner, in dynamic mode, directly on the process line on the existing mill roll line. This is made possible by the use of a modern measuring system, which includes precision mechanics, sets of laser 2-D profilometers, a calibration station, and a computer management system that implements extremely efficient algorithms for processing information flows.
Salient Features
- Automatic and Non-Contact Measurement Mode
- Maximum deviation from flatness of any type (concave, bulge, undulation, squareness)
- Determination of maximum deviation at accuracy of ≤ ±1 mm (0.03”) /m
- Determining the width of the product with an accuracy of ≤ ±1 mm (0.03”)
- Determining the length of the product with an accuracy of ≤ ±1 mm (0.03”) or 0.03% of the maximal plate length
- Definition of Camber, with accuracy of ≤ ±1 mm (0.03”)
NKE-PCS-5000
Plate Surface Cleaning Systems
Our NKE-PCS-5000 Plate Surface Cleaning System is intended for high speed, in-line removal of dirt, dust, scale, and other foreign particles from the top plate surface. Fully automated surface cleaning is performed at speeds of up to 2 m/s, keeping up with the most advanced production lines.
Salient Features
- This System is intended for high speed, in-line removal of dirt, dust, scale, and other foreign particles from the top plate surface lines.
- Fully automated surface cleaning, perform at speed of up to 2 m/s.
- Reliable cleaning of plate surfaces with Nordinkraft patented method.
- Rapid integration in the production line and low maintenance, with minimal consumables costs
NORDISCAN-HS
Systems for Automatic Non-Contact Detection of Hard Spots
Hard Spots are areas with irregular hardness normally occurring on the production line from the hot rolling process of plates, also referred to as bruises. These areas of local hardening variances become a source of mechanical stress after forming plates into line pipes (LSAW or HSAW). Being invisible by the conventional UT or X-ray methods Hard Spots might cause the occurrence of small microcracks under the constant and in-process cyclic loads that pipelines experience, which are caused by dislocations and slip bands creating potentially expedited fatigue, cracking and failure-ending catastrophically in leaks or explosions.
Salient Features
- Detects hard spots/ bruises of hot rolling process plates.
- Type of applied probes: Patented multichannel EC Probe.
- Reference Test Sensitivity: Hard Spots down to 10 x 10 mm are reliably detected.
- Perform in-line examination of plates for HardSpots at speeds of up to 2 m/s
Typical Specification of Plates to be Tested
- Width: 100 mm – 6000 mm
- Length: Fom 100 mm (for EddySpot Desktop)
- Thickness Range: unlimited
- Material: carbon steel and its alloys
- Surface Temperature: up to 600°C
RIDER-HS
Push Cart for Hard Spot Detection in Steel Plates
Hard Spots are localized areas in the plate surface where the hardness exceeds the designated value. Hard Spots occur on the plate surface being caused by negative variations in the processes of plates manufacture. Being invisible to the conventional UT or X-ray techniques, Hard Spots may result in microcracks in the pipe production process. Those microcracks, developing in the pipelines, destroy them, resulting in incidents or even explosions.
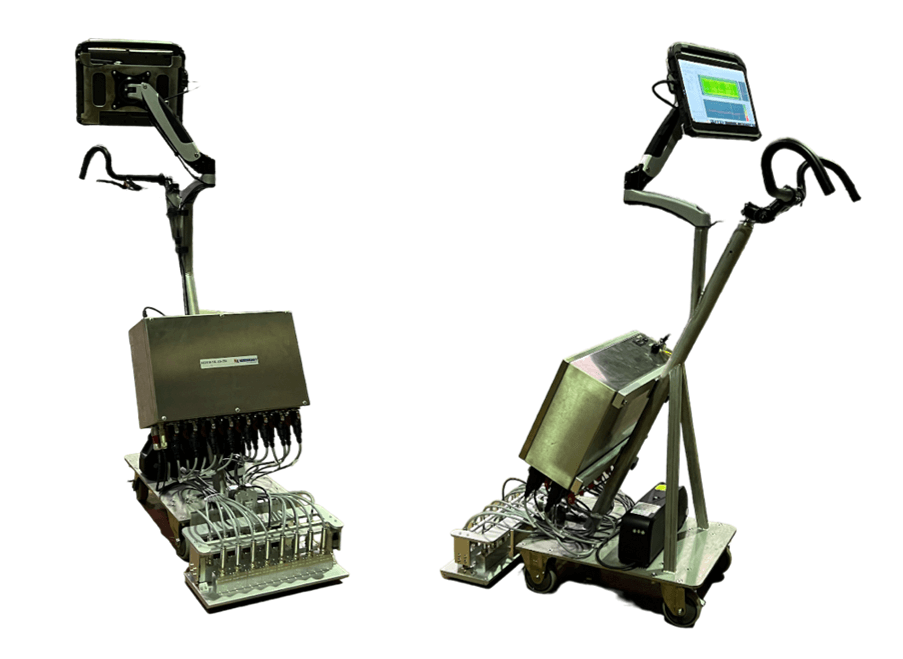
High-capacity automatic examination – with the UT probes (for laminations and cracks) or with the EC probes (for Hard Spots).
Salient Features
- Test for laminations, inclusions, etc. with longitudinal waves
- Equipped with the line of phased array probes.
- Automatic evaluation of defective areas
- Reference time for examination of one plate 10000 mm x 3000mm is about 15 min.
- Range of plates thicknesses, 5mm – 300mm
- Range of plate materials – steel, aluminum, bronze, copper, etc.
- To transmit/ receive shear waves in the direction of about 45 degrees.
- Examination of plates for detecting of hard spots (HS) – areas of plates where the hardness of the material exceeds the pre-set limit.
- Modern and sophisticated concept.
- No or negligible influence of the residual magnetization from magnetic cranes. Not necessary to demagnetize the plate prior to the test.
- Robust and individually adjustable mechanics.
- Special system allows very convenient testing of edges.
- Sensitive and smart PEC probes, reliable electronics, modern software, high autonomy.
- High test sensitivity – detection of hard spots of min 10mm x 10mm.
- Test speed is monitored. When operator exceeds the pre-set maximal speed, a special alarm will be activated.
- C-scan allows observing the images of the hard spots found, and evaluating their hardness, dimensions, shapes, and positions.
- High test capacity: Rider tests the path of about 360 mm in one run.
- Small or even no untested zones at edges.
- PC-based, advanced representation of test results.
- User-friendly, interactive interface.
- Automatic measuring/evaluation of parameters of defective areas.
- Tested area monitoring.
- Wi-Fi communication with the workshop PC.



